مروری بر عملکرد رله های LFL


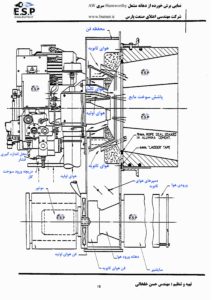
طراحي بر پايه نصب سوكتي
– با دندانه هاي pg11 براي گلند كابلها AGM410490550
– ![]() با دندانه هاي M16 براي گلند كابلها AGM14.1
با دندانه هاي M16 براي گلند كابلها AGM14.1
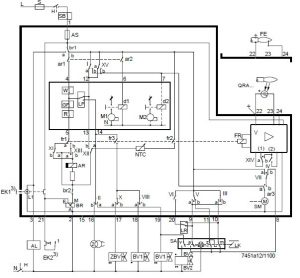
اندازه گيري جهت سنجش ميزان جريان آشكارساز | |
چشمي QRA | ميله يونيزاسيون |
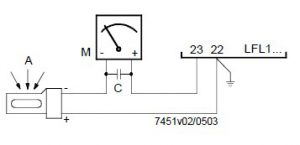 | 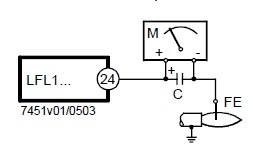 |
| :C خازن الكتروليتي ۱۰۰ الي ۴۷۰ ميكروفارادي ولتاژ مستقيم ۱۰ الي ۲۵ ولت | |
| :FE ميله يونيزاسيون | |
| :M ميكرومتر RI با مقاومت ماگزيمم ۵۰۰۰ اهم | |
شعل دو مرحله اي پيلوت دائم |
 |
مشعل تدريجي پيلوت دائم |
 |
مشعل دو مرحله اي با پيلوت منقطع |
 |
| دارهاي كنترلي( غالبا موارد پيش شرط جهت روشن شدن مشعل ) بسته نشده است. | عدم حركت | |
وجود نورهاي مزاحم و اضافي بروز فالت LOCKOUT در خلال و يا بعد از اتمام پروسه كنترل مانند : – شعله اي كه كماكان پس از اتمام پروسه احتراق خاموش نشده باشد . – وجود نشتي در شيرهاي سوخت – وجود ايراد در مدار كنترلي پايش شعله | ||
| ترمينال ۸ هنوز سيگنال باز بودن دمپر هوا را از سوئيچ a دريافت نگرده است . | وقفه در مرحله آغازين فعاليت كنترلر | |
| ترمينال ۶ و ۷ و ۱۴ كماكان تا زمان رفع كامل ايراد برقدار باقي خواهد ماند | ||
| سنسور چك فشار هوا ( پرشر سوئيچ ) هيچ سيگنالي ارسال نمينمايد ( فشار هوايي وجود ندارد .) | LOCKOUT | P |
| از بين رفتن فشار هوا پس از دريافت سيگنال مربوطه از طريق پرشر سوئيچ در كنترلر | ||
| وجود ايراد در مدار كنترلي مراقبت از شعله | LOCKOUT | |
| ترمينال ۸ سيگنال مربوط به وضعيت شعله كوتاه (Low fire) را از سوئيچ كمكي m دريافت نگرده است . | وقفه در مرحله آغازين فعاليت كنترلر | |
| ترمينال ۶ و ۷ و ۱۴ كماكان تا زمان رفع كامل ايراد برقدار باقي خواهد ماند | ||
| عدم وجود سيگنال ايمني روئيت شعله علي رغم تكميل بازه زماني TSA | LOCKOUT | ۱ |
| عدم وجود سيگنال روئيت شعله در پايان بازه زماني ايمني دوم ( سيگنال روئيت شعله، شعله اصلي در مشعلهاي پيلوت منقطع ) | LOCKOUT | ۲ |
| قطع سيگنال روئيت شعله در حين كاركرد مشعل | LOCKOUT | | |
درصورتيكه فالت LOCKOUT در زمانهايي خارج از فاصله زماني بين آغاز راه اندازي و فعاليت جرقه زن اتفاق بيفتد، توسط نمايشگر و نشانه هاي توضيح داده شده فوق قابل روئيت نخواهد بود و معمولا علت بروز مشكل، ارسال سيگنالهاي روئيت شعله پيش از موعد مقرر ميباشد .
نمايشگر LOCKOUT :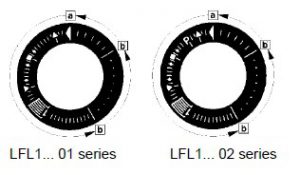
a –b مراحل آغازين
b –b’ مرحله بدون فعاليت
b (b’)-a برنامه پس پاكسازي
درصورت بروز فالت LOCKOUT كنترلر مشعل ميتواند بلافاصله ريست شود :
- دكمه ريست موجود بر روي كنترلر ( را كه روي نمايشگر LOCKOUT قرار دارد ) بيش از ۱۰ ثانيه بصورت ممتد فشار ندهيد.
سكوئنس سوئيچ هميشه در حالتهاي ذيل به موقعيت شروع خود بازميگردد :
- پس از ريست شدن
- پس از اصلاح و رفع فالتي كه منجر به خاموش شدن تجهيز شده است .
- پس از هر بار قطع برق
در خلال هر يك از بازه هاي زماني فوق ، فقط برق پايه هاي ۷ و ۹ الي ۱۱ بر قرار ميباشد .
سپس LFL1 … مجددا پروسه كنترلي راه اندازي جديدي را براي مشعل آغاز خواهد نمود .
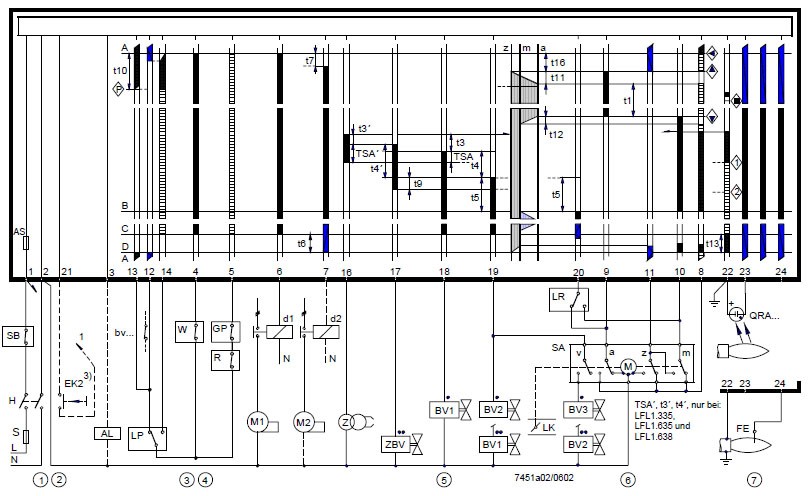
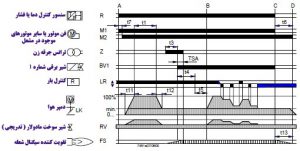
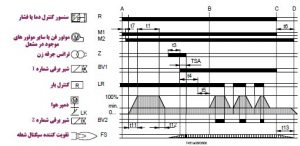
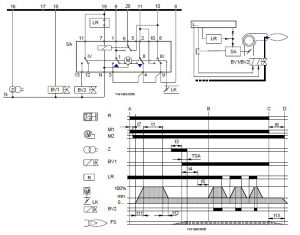
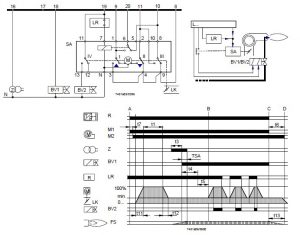
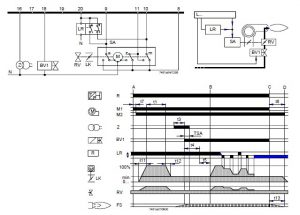
نمودارهاي تاخر و تقدم اتصالات :
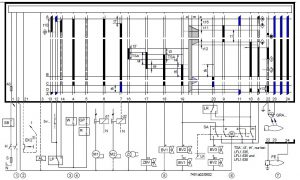
نمودار اتصالات :
دكمه ريست LOCKOUT را براي بيش از ۱۰ ثانيه فشرده نگاه نداريد.
درخصوص تعيين نحوه اتصالات و كانكشنهاي safety shutoff valve مطابق با نقشه هاي ارائه شده توسط سازنده مشعل اقدام فرمائيد .
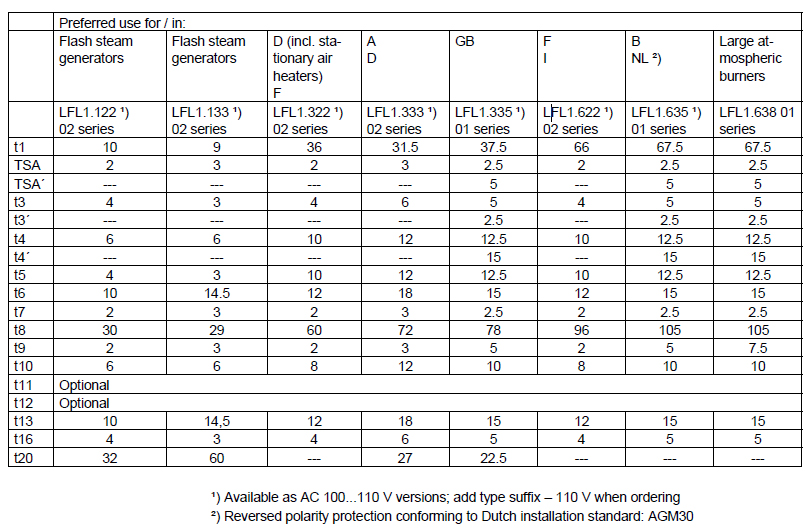
ترتيب اجراي برنامه :
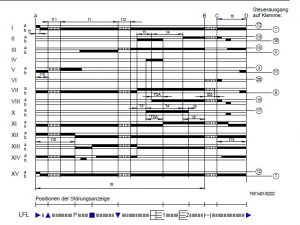
(( TSA’ )) و (( T3′ )) و (( T4′ )) :
اين بازه هاي زماني فقط در كنترلرهاي مشعل سري ۰۱ ( LFL1.335 – LFL1.635- LFL1.638 ) كاربرد دارند . بازه هاي زماني مذكور در كنترلر هاي سري ۰۲ بعد از ساخت بادامكهاي مدل X و VIII كه سوئيچينك همزمان انجام ميدهند، كاربرد ندارند .
سيگنالهاي كنترلي ارسالي از LFL1…
سيگنالهاي مجاز ورودي
سيگنالهاي ورودي مورد نياز
در صورتيكه سيگنالهاي فوق در خلال يا حضور نداشته باشند، كنترلر مشعل در بدو حركت متوقف شده و يا فالت LOCKOUT را صادر خواهد نمود .
شيرهايي كه اين علامت برو روي آنها است ، در مشعلهاي با پيلوت دائمي در دسترس ميباشند.
شيرهايي كه اين علامت برو روي آنها است ، در مشعلهاي با پيلوت منقطع در دسترس ميباشند.
(۱)سيگنال ورودي براي افزايش ولتاژ كاركرد QRA… در زمان تست چشمي .
(۲)سيگنال ورودي جهت برقدار نمودن رله كنترل شعله در خلال تست عملكرد و روئيت شعله و در خلال زمان ايمني (( TSA))
مثالی از اتصالات و مدارها :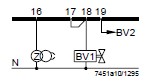
دو برابر نمودن زمان ايمني در مشعلهاي با پيلوت دائم :
- اين مسئله فقط در كنترلر هاي سري ۰۱ امكان پذير ميباشد.
- اين مدار نوع ارتباط ترمينالهاي ۱۸ و ۱۷ را تغيير داده و زمان پيش احتراق را ۵۰ درصد كاهش ميدهد
بسط دادن زمان ايمني فقط درصورتي مجاز خواهد بود كه مطابق با استانداردهاي ملي باشد.
مشعلهاي فاقد دمپر هوا :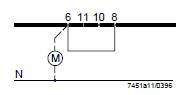
در مشعلهاي فاقد دمپر هوا ( و يا داراي دمپر هوايي كه فاقد ارتباط با رله كنترلر مشعل ميباشد ) ترمينالهاي ۸ و ۶ ميبايست بيكديگر لينك شود و در غير اينصورت كنترلر به مشعل اجازه روشن شدن نخواهد داد .
كنترلر بار در اين حالت داراي ۲ تيغه ارتباطي خواهد بود .دمپر هوا در بازه زماني خاموش بودن مشعل كاملا بسته خواهد بود .
كنترلر اكچويتور (( SA )) مطابق با مدارهاي تك سيم
مشعلهاي تدريجي پيلوت دائم :
كنترلر بار در اين حالت توسط كنترلري تدريجي كه بصورت گالوانيكي از ساير تيغه هاي كنترلر عايق گرديده است، در جهت هاي مورد نياز و در راستاي باز و بسته شدن دمپر ها عمل خواهد نمود . دمپر هوا در طول بازه زماني خاموش بودن مشعل بصورت كامل بسته خواهد بود .
مشعل در اين حالت داراي پيلوت منقطع ميباشد . كنترل و پايش شعله توسط كنترلر سري ۰۱ انجام ميگردد . دمپر هوا در طول بازه زماني خاموش بودن مشعل بصورت كامل بسته خواهد بود .
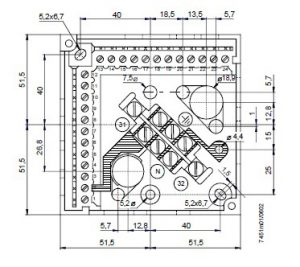
كليه ابعاد به ميليمتر ميباشد .
LFL1… با AGM… سوكتي
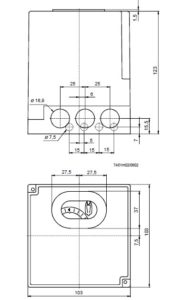
AGM… طرح سوكتي با سوراخهاي داراي دندانه هاي pg11 يا M16

- نوشته شده در مقالات
مشعلهای Recuperative چگونه کار میکنند؟

تکنولوژی مشعلهایی با راندمان بالا
مشخص نمودن پتانسیل های کاهش مصرف انرژی در مشعلهای گازسوز و بهره برداری از آنها
راندمان حرارتی کوره های عملیات حرارتی که از سوخت گاز بهره میبرند به میزان بسیار چشمگیری به کیفیت و طراحی مشعلهایی بازمیگردد که در آنها کوره ها مورد استفاده قرار گرفته اند . اغلب اوقات بدلیل مغایرتهای زمان فعالیت و یا شرایط نامناسب موجود، مشعلها نمیتوانند توانمندیهای بالقوه خود را نشان دهند.در ادامه و به کمک چندین مثال عملی نشان خواهیم داد که چگونه در یک سیستم مصارف غیر واقعی ایجاد شده و منجر میگردد تا از عملکرد با راندمان بالای سیستم جلوگیری شود .
۱-تنظیمات مشعل :
بدون توجه به این مسئله که شما چه نوع مشعلی را به کار میبرید، مشعلی مدرن با قابلیت بازیافت حرارت و یا مشعلی ساده و بدون توجه به این مسئله که آیا شعله با مواد داخل کوره مستقیما در تماس است و یا غیر مستقیم، نسبت هوا مهمترین پارامتری است که میتواند بر روی راندمان کاری مشعل شما و در هر پروسه ای تاثیر بسزایی داشته باشد . تشخیص مقدار نسبت هوا نیز براحتی و از طریق آنالیز محصولات احتراق قابل حصول میباشد . لطفا توجه داشته باشید که آنالیز محصولات احتراق در شرایط واقعی خط تولید ( دمای تولیدی و سایر شرایط تولیدی دیگر همچون شعله کوتاه و یا بلند ) اندازه گیری شود .
تعیین نسبت هوا از طریق اندازه گیری مقدار اکسیژن موجود در محصولات احتراق خروجی از دودکش (Ko2) و به کمک فرمول ذیل قابل محاسبه خواهد بود :
l = 0.21/(0.21-Ko2)
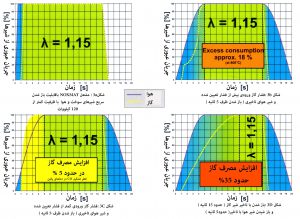
در عملکرد استاندارد مشعلها مقدار نسبت هوا بین ۱.۰۵ الی ۱.۲ ( کمی بالاتر از نسبت استویکیومتریک ) متناسب با مقدار اکسیژن قرائت شده از دودکش ( بین ۱.۰ الی ۳.۵ درصد ) میباشد. در نسبتهای هوای بالاتر از ۱.۰ هوای اضافی وارد شده به محفظه احتراق میبایست گرم شده و بدون انجام فعالیت خاصی محفظه احتراق را ترک کند. همچنین درصورت افزایش دما در محفظه احتراق مقدار مصرف سوخت نیز به شکل محسوسی افزایش خواهد یافت.
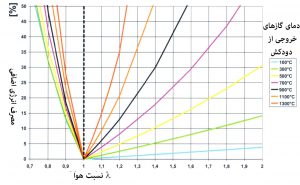
Air ratio λ
شکل ۱ : تاثیر تغییرات نسبت هوا و تغییرات دمای کوره بر روی افزایش مصرف سوخت کاملا قابل روئیت و محاسبه میباشد. همچنین درصورتیکه مقدار نسبت هوا کمتر از مقدار نسبت هوای استویکیومتریک ( ۱ ) باشد، علاوه بر افزایش خطر مسمومیت گاز منوکسید کربن، با توجه به شکل فوق مصرف انرژی به شکل ملموس تری افزایش خواهد یافت . در این شرایط نیز عطف به نمودارهای فوق، تاثیر تغییر نسبت هوا در افزایش مصرف سوخت واضح و مبرهن است.
۲-پیکربندی مشعل :
مطابق با شکل ذیل تحقق اختلاط مناسب بین سوخت و هوا درصورتیکه هیچ ارتباطی بین خطوط گاز و هوا نیز وجود نداشته باشد، امکان پذیر میباشد. مقادیر سوخت گاز و هوا براحتی و توسط اپراتور قابل تنظیم میباشند. شیرهای برقی مشعل طی فرآیند روشن شدن، به سرعت باز میشوند و مشعل با بیشترین ظرفیت حرارتی و بلندترین طول شعله خود شروع به کار مینماید.این مسئله حصول احتراق کامل را حتی در سیکلهای عملکردی کوتاه تضمین مینماید. داشتن یک پروسه احتراق ایمن و استاندارد مستلزم بکارگیری تجهیزات استاندارد برای این نوع مشعلها میباشد و لذا به همین دلیل مشعلهای NOXMATمطابق با شرایط استاندارد تا ظرفیت۱۲۰ KWطراحی و تجهیز شده اند .
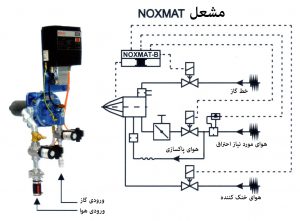
شکل ۲ – در این شکل مشعل NOXMAT مدل HGBE با قابل استارت سرد قابل روئیت میباشد که در راستای استاندارد سازی با شیرهای سوخت و هوا – کنترلر مشعل تجهیز شده اند .شکل واقعی مشعل در سمت چپ ( بدون وجود هوای خنک کننده و گیج فشار ) و شکل شماتیک آن در سمت راست قابل روئیت میباشد.
۳- سیکل زمانیکارکرد یک مشعل :
فوائد عملکرد مشعل فوق الذکر زمانی مشخص تر خواهد شد که مراحل کارکرد آن را از زمان باز شدن شیر هوا جهت شروع احتراق، طی فرآیند احتراق، خاموش شدن مشعل و آزاد سازی دوباره هوا جهت شروع احتراق بعدی، بخوبی بررسی کنیم. مراحل اشاره شده و تغغیرات آن را در صنعت میتوانید در شکلهای ۳a الی ۳d ببینید.
مقدار هوای اضافی ( مصرف سوخت بیشتر ) را زمانیکه مشعل در وضعیت شعله کامل خود قرار دارد و کلیه مشعلها طی مدت زمان طولانی بدون وقفه در وضعیت روشن قرار دارند، نمیتوان تعیین کرد.
۴-فشار خطوط حامل انرژی :
برای اینکه شاهد کارکرد مشعل با راندمان بالا باشیم، ضروری و حیاتی است که فشار خطوط سوخت و هوا در مجاری ورودی به مشعل ثابت بوده و نهایتا حدود ۵% نسبت به مقادیر تعیین شده توسط تولید کننده مشعل نوسان داشته باشد. در واقعیت و در کوره هایی که همزمان از مشعلهای متعددی بهره میبرند، نوسانات فشار در خطوط اشاره شده خیلی غیر معمول بنظر نمیرسد. برای رفع این نقیصه نیز براحتی میتوان از تلکنولوژی های جدید همچون تغییر سرعت فن جهت تثبیت فشار استفاده نمود و علاوه بر حل مشکل مذکور از امکان ذخیره سازی انرژی در زمانهایی که مشعلها در وضعیت شعله کوتاه نیز قراردارند، بهره مند شد .
همچنین جهت تثبیت فشار سوخت در مجاری ورودی به هر مشعل، در کوره های عملیات حرارتی که دارای مشعلهای متعدد هستند سعی میگردد تا با استقرار خط مرکزی تزریق سوخت شامل تثبیت کننده فشار – شیر قطع ایمن و سیستم اندازه گیری کننده مصرف سوخت، بر مشکل نوسانات احتمالی فشار سوخت نیز غالب شویم.
در مثالی بسیار کاربردی و جالب در شکل ۴ مشعلی را میتوانید ببینید که میتواند با فشاری بین ۴۷.۵ mbar الی ۵۲.۵ mbar فعالیت کند. درصورت انتخاب یک رگولاتور صحیح و مناسب ( ۱ ) میتوانیم مقدار فشار مناسب ۵۰ mbar را در ورودی مشعل تضمین نماییم. با انتخاب سایز مناسب شیر برقی ها ( ۳) و کلکتور پس از آن (۴) نیز میتوانیم امیدوار باشیم که شاهد افت فشار زیاد گاز پس از عبور از آنها نباشیم. در قسمت دیگر شاهد یک کنتور توربینی هستیم که درصورت انتخاب صحیح آن و در زمانهای اوج مصرف میتواند منجر به ایجاد افت فشاری بین ۱۰ mbar الی ۱۵ mbar گردد.
در این صورت و با توجه به جدول نشان داده شده در شکل ذیل متوجه خواهیم شده که فشار گاز در ورودی مشعل بین ۴۹.۹ mbar الی ۳۴.۳ mbar تغییر خواهد کرد. در نهایت مقدار نسبت هوا ( افزایش مصرف سوخت ) با افزایش تعداد مشعلهای در حال کار افزایش خواهد یافت .

شکل ۴ : جدول تغییرات فشار
مزیت استفاده از تثبیت کننده فشار – تجهیزات ایمنی و کنتور که در شکل ۴ به آن اشاره کردیم با بررسی شکل شماره ۵ بسیار واضح تر خواهد شد. حال به شکل ۵ مراجعه فرمائید . منحنی نقطه چین، نشان دهنده دمای setpoint میباشد و منحنی سبز رنگ نیز نشان دهنده دمای واقعی یک کوره عملیات حرارتی است . فشار هوای احتراق نیز به رنگ آبی تیره نشان داده شده و روی عدد ۸۰ mbar تثبیت شده است. وضعیت خاموش یا روشن بودن مشعلها نیز بر اساس نمودار سیاه رنگ قابل بررسی است . فشار گاز ورودی به مشعلها ( منحنی زرد رنگ ) میبایست روی عدد ۵۰ mbar تثبیت گردد ولی با توجه به تعداد مشعلهای روشن و تغییر وضعیت آنها، نوسان مینماید. وضعیت مقدار نسبت هوا l = 1.15 نیز با رنگ آبی قابل ردیابی است . با بررسی منحنی مذکور ( محدوده قرمز رنگ مربوط به افزایش مصرف سوخت ) به راحتی میتوان پی برد که میزان افزایش مصرف چقدر تغییر پیدا خواهد کرد.
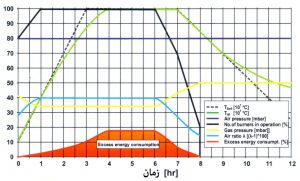
شکل ۵ : بررسی تغییرات پارامترهای مشعل در طول زمان
در مثال فوق الذکر درصورتیکه قیمت گاز را ۰.۰۴ Euro/KWhدر نظر بگیریم، بدلیل عدم تثبیت فشارها، میبایست سالانه حدود ۲۰/۰۰۰ Euro هزینه بابت افزایش مصرف سوخت اتلاف انرژی پرداخت نماییم.
مدیریت صحیح حاملهای انرژی و تثبیت فشارها میتواند از بروز اتلاف هزینه هایی اینچنینی جلوگیری نماید .
۵-مشعلهای بازیافت کننده حرارت:
علاوه بر راه حلهای مختلفی که برای کاهش مصرف انرژی وجود دارند، یکی از راهکارها بازیافت حرارت از محصولات داغ احتراق خروجی از کوره و پیشگرم نمودن هوای مورد نیاز احتراق توسط آن میباشد. جهت اجرایی نمودن این راهکار دو روش وجود دارد :
– بکارگیری سیستم و مکانیزم بازیافت کننده حرارت مرکزی ( Central Recuperator )
– استفاده از مشعلهای بازیافت کننده حرارت ( Recuperative Burner )
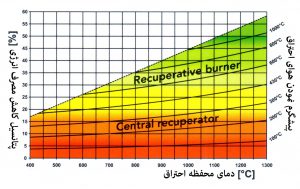
شکل ۶ : نمودار بررسی تاثیر پیشگرم نمودن هوای احتراق به روشهای مختلف بر روی کاهش مصرف انرژی
لطفا به شکل شماره ۶ دقت فرمائید . در این شکل مقدار انرژی قابل ذخیره سازی در صورت پیش گرم کردن هوای احتراق براساس دماهای مختلف کوره های متنوع ( Furnace chamber temperature )و میزان گرم شدن هوای مورد نیاز احتراق ( Air Pre Heating ) بیان شده است. به یاد داشته باشیم که کاهش تولید گاز CO2 منوط به کاهش مصرف سوخت نیز میباشد. توجه به این نکته بسیار ضروری است که در صورت پیش گرم نمودن هوای مورد نیاز احتراق بصورت غیر متمرکز و استفاده از مشعلهای دارای قابلیت بازیافت حرارت منجر خواهد گردید تا هوای بیشتری و با کیفیت بهتری پیش گرم شده و شاهد کاهش مصرف سوخت بیشتری باشیم.
توجه داشته باشید که هزینه تعویض مشعلها نه تنها از محل کاهش مصرف سوخت، بلکه از طریق کاهش هزینه های تعمیراتی و افزایش مدت زمان کاربری کوره ها و مشعلها براحتی قابل تامین خواهد بود . به همین دلیل امروز شاهد اقبال عمومی جهت جایگزینی مشعلهای قدیمی و نوسازی کوره ها میباشیم. درصورت استفاده از مشعلهای بازیافت کننده حرارت در مثال اشاره شده در شکل ۵ شما میتوانید هر سال حدود ۲۵۰۰۰ Euro کاهش هزینه ایجاد نمائید .
![]()
ترجمه : مهندس حسن خلخالی (کپی برداری از مطالب فوق در صورت ذکر منبع بلامانع است )
منبع : مستندات شرکت NOXMAT
- نوشته شده در مقالات
ارتباط بین فن مشعل و افت فشار محفظه احتراق چیست ؟
")
هه ما میدانیم که هوای مورد نیاز مشعل کاملا به مقدار سوخت مصرفی آن بستگی دارد و زمانیکه نیاز به مصرف سوخت بیشتری (بیشتر…)
- نوشته شده در مقالات
روش های پایش شعله ۲

خاصيت تشعشع شعله :
بهره برداري از تشعشعات منتشره از شعله يکي از غالب ترين روشهاي تشخيص شعله در صنايع ميباشد. خاصيت تشعشعي شعله منجر به تحريک سنسورهاي اپتيکال خواهد شد.با توجه به نياز به تشخيص سريع اختلالات احتمالي درشعله ( بالاخص در صنايع حساس و بزرگ ) بکارگيري سنسورهاي الکترونيکي در صدر درخواستها قرار دارد. بسته به نوع سوخت مصرفي و ظرفيت مشعل، زمان تشخيص عيوب احتمالي در شعله از ۱ ثانيه الي ۴ ثانيه متغير ميباشد.
تشعشعات منتشره از شعله ها در بازه مشخصي از طيف امواج الکترومغناطيسي بنام طيف شعله ( Flame Spectrum ) قرار دارد. طيف مذکور شامل تشعشعات ماوراء بنفش – مرئي – مادون قرمز ميباشد. تشعشعات ماوراء بنفش و مادون قرمز در دوطرف طيف شعله قرار داشته و فقط طول موجهاي ۴۰۰ الي ۸۰۰ نانومتري در محدوده بينايي بشر قرار دارند.نورهاي آبي مرئي در سمت تشعشعات ماوراء بنفش و نورهاي قرمز در بخش مادون قرمز طيف شعله قراردارند. سنسورهاي شعله در محدوده هاي ماوراء بنفش – مادون قرمز و مرئي قابل فعاليت ميباشند. پارامترهاي متنوعي در انتخاب سنسوري مناسب براي تشخيص شعله، تعيين کننده ميباشند.
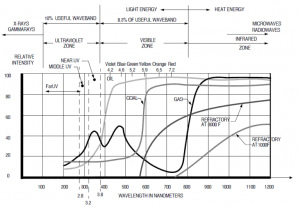
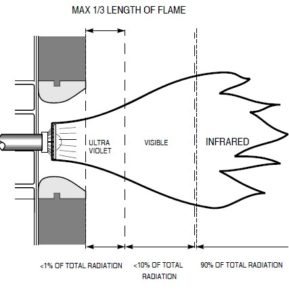
درشکل ۱ طيف شعله و نمودار سوختهاي معمول قابل روئيت ميباشد. امواج ماوراءبنفش با اختصاص محدودهاي حدود يک درصد از کمترين بخش از سه جز تشعشع شده از شعله ميباشد. عموما محدوده يک سوم اوليه شعله منبع اصلي تشعشعات ماوراءبنفش ميباشد و شعله هاي دمابالا مقادير زيادتري از امواج ماوراء بنفش را از خود متشعشع مينمايند . هر دو سوخت گاز و گازوئيل باندازه کافي از خود امواج ماوراءبنفش منتشر مينمايند. تشعشعات مرئي نيز چيزي در حدود ۱۰ درصد از کل تشعشعات را به خود اختصاص ميدهند و براي بشر در رنگهاي مختلف مرئي ميباشند :
- رنگهاي آبي با ترکيبي از نارنجي و زرد براي شعله هاي گازسوز
- رنگ زرد درخشان براي شعله هاي با سوخت گازوئيل و پودر زغال سنگ
امواج مادون قرمز نيز چيزي در حدود ۹۰ درصد از کل تشعشعات را به خود اختصاص داده و عمدتا در دو سوم بعدي شعله منتشر ميشوند.قطعات داغ کوره ها ( نظير مواد نسوز ) در دماهاي بالاتر از ۱۰۰۰ درجه فارنهايت شروع به انتشار امواج مادون قرمز مينمايند.
تشخيص شعله با امواج ماوراءبنفش :
اسکنرهاي شعله که با متد UV کار ميکنند از محفظه اي حساس به امواج ماوراءبنفش استفاده مينمايند و در اين روش زماني حضور شعله تائيد ميگردد که تشعشع امواج ماوراء بنفش دريافت گردد. تمايز و درک تفاوت بين شعله اصلي و شعله هاي مجاور و يا پس زمينه با استفاده از تغيير در قدرت ديد اسکنرها امکان پذير خواهد بود که اين مسئله نيز از طريق تنظيم ميزان حساسيت سنسور يا تغيير محدوده فعاليت ( آستانه واکنش ) سنسور در
راستاي حذف سيگنالهاي زائد حاصل ميگردد. حبابهاي UV ميبايست فقط به امواج ماوراء بنفش با طول موج کمتر ( بين ۲۰۰ الي ۳۰۰ نانومتر ) حساس بوده و نسبت به سيگنالهاي خورشيدي واکنشي نداشته باشد. عدم واکنش نسبت به سيگنالهاي خورشيدي بسيار مهم است زيرا دراينصورت ديگر حضور نورهاي زائد منجر به اختلال عملکرد مشعل نخواهد شد. حباب سنسور UV از جنس کوارتز بوده که پس از پر شدن با گاز بصورت کامل آب بند ميگردد. UV شامل دو الکترود متصل به يک منبع ايجاد کننده اختلاف ولتاژ AC نيز ميباشد. الکترونها در اثر اختلاف ولتاژ آزاد شده و گاز داخل UV در خلال يونيزه شدن به صورت يک هادي عمل ميکند.سپس جريان الکتريکي از يک الکترود به الکترود ديگر ( کاتد به آنود ) ايجاد خواهد گرديد.
اختلاف ولتاژ مورد نياز جهت ايجاد قوس الکتريکي بين الکترودها (در صورت وجود تشعشعات کافي امواج ماورائبنفش و يونيزه شدن گاز داخل حباب ) بين ۴۰۰ ولت الي ۱۲۰۰ ولت AC ميباشد و در اين حالت اصطلاحا گفته ميشود که حباب در حال آتش کردن ( Firing ) است.
در طراحي حبابهاي UV سعي ميگردد تا قوس الکتريکي ايجاد شده در طول الکترودها مدام به عقب و جلو حرکت نمايد تا از استقرار دريک نقطه خاص و گرم شدن بيش از حد نقطه مذکور و آسيب ديدکي الکترودهاي UV جلوگيري شود .
استفاده از لنز کوارتز نيز جهت متمرکز نمودن تشعشعات دريافتي در منطقه الکترودها ميباشد. اختلاف ولتاژ بين الکترودها در هر نيم سيکل AC صفر خواهد بود واين به حباب اجاز ميدهد تا به حالت غير يونيزه خود ( quenched state ) بازگردد. بديهي است که در نيم سيکل بعدي ولتاژ،درصورت روئيت شعله و وجود تشعشعات ماوراءبنفش، مجددا جريان بين الکترودها برقرار خواهد شد. تعداد دفعات آتش کردن ( Firing ) الکترودها در هر سيکل Count ناميده ميشود. 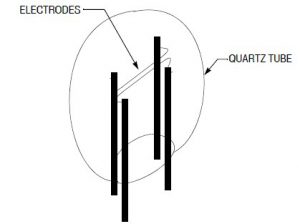 بيشترين دفعات آتش کردن (Firing ) در يک ثانيه تعداد Count ها در يک نيم سيکل ضرب در دوبرابر فرکانس ولتاژ منبع ميباشند. زمانيکه شعله تشکيل شده و اشعه ماوراءبنفش در حال تابش به حباب UV ميباشد، سيستم شروع به شمارش ميکند و زمانيکه شعله خاموش ميشود، تابش اشعه ماوراءبنفش اتمام يافته و سيستم شمارش را متوقف مينمايد. رله کنترل کننده شعله نيز جزئي از مدار برقي است که تعداد دفعات آتش کردن را شمارش ميکند. زمانيکه دفعات شمارش به مقداري برسد که بعنوان حد مجاز روئيت شعله از قبل تنظيم شده است، آنگاه رله مشعل، روئيت شعله را اعلام خواهد نمود و تا زمانيکه شرايط تعريف شده در پيش تنظيم رعايت شده باشد، در همان وضعيت باقي خواهد ماند . تعداد شمارشها دقيقا بازگو کننده شدت امواج ماوراءبنفش دريافتي از شعله ميباشد و به عبارت ديگر منابع تابش امواج ماوراءبنفش با شدت بالا در ثانيه چندين هزار بار ثانيه شمارش ميگردند.در نهايت ميتوانيم اينگونه بگوئيم که تعداد شمارشها بيانگر شدت شعله ميباشد. اگرچه UV Cell ها مسئول شناسايي امواج ماوراءبنفش ناشي از تشکيل شعله ميباشند ليکن ممکن است اين سنسورها نسبت به ساير منابع توليد کننده امواج ماوراءبنفش نظير منابع ذيل نيز واکنش نشان دهند.
بيشترين دفعات آتش کردن (Firing ) در يک ثانيه تعداد Count ها در يک نيم سيکل ضرب در دوبرابر فرکانس ولتاژ منبع ميباشند. زمانيکه شعله تشکيل شده و اشعه ماوراءبنفش در حال تابش به حباب UV ميباشد، سيستم شروع به شمارش ميکند و زمانيکه شعله خاموش ميشود، تابش اشعه ماوراءبنفش اتمام يافته و سيستم شمارش را متوقف مينمايد. رله کنترل کننده شعله نيز جزئي از مدار برقي است که تعداد دفعات آتش کردن را شمارش ميکند. زمانيکه دفعات شمارش به مقداري برسد که بعنوان حد مجاز روئيت شعله از قبل تنظيم شده است، آنگاه رله مشعل، روئيت شعله را اعلام خواهد نمود و تا زمانيکه شرايط تعريف شده در پيش تنظيم رعايت شده باشد، در همان وضعيت باقي خواهد ماند . تعداد شمارشها دقيقا بازگو کننده شدت امواج ماوراءبنفش دريافتي از شعله ميباشد و به عبارت ديگر منابع تابش امواج ماوراءبنفش با شدت بالا در ثانيه چندين هزار بار ثانيه شمارش ميگردند.در نهايت ميتوانيم اينگونه بگوئيم که تعداد شمارشها بيانگر شدت شعله ميباشد. اگرچه UV Cell ها مسئول شناسايي امواج ماوراءبنفش ناشي از تشکيل شعله ميباشند ليکن ممکن است اين سنسورها نسبت به ساير منابع توليد کننده امواج ماوراءبنفش نظير منابع ذيل نيز واکنش نشان دهند.
سطوح داغ نسوز ( بالاتر از ۲۰۰۰ درجه فارنهايت ) – جرقه آغاز پروسه احتراق – قوسهاي جوشکاري لامپهاي هالوژني
اتخاذ تمهيدات مقتضي جهت جلوگيري از تاثير گذاري ساير منابع توليد کننده تشعشعات ماوراءبنفش بر روي تشخيص دهنده شعله ضروري است. UV Cell ها بدليل فاسد شدن نوع گاز شارژ شده در داخل آن ، از کار مي افتند که منشاء آن ميتواند يکي از موارد ذيل باشد :
- بسيار داغ شدن UV Cell
- قرار گرفتن در معرض ولتاژ بسيار بالا
- قرار گرفتن طولاني مدت در مقابل تشعشعات ماوراء بنفش
UV Cell ميتواند به شکل هاي ذيل خراب شود: آتش کردن آن بصورت متوالي بنحويکه حتي پس از خاموش شدن شعله اصلي، جرقه الکترودها ادامه داشته باشد – عدم آتش کردن مناسب که منجر به خاموشي ناخواسته مشعل خواهد شد – جرقه زدن الکترودها پيش از روئيت شعله و بدون دريافت تشعشعات ماوراء بنفش
سيستمهاي محافظت از شعله همواره و در زمان راه اندازي مشعل، درصورت ارسال سيگنال روئيت شعله، UV Cell را معيوب تشخيص داده و سيستم را در حالت قفل پايدار (lockout ) قرار خواهند داد.
درصورتيکه UV Cell در خلال کارکرد عادي شعله خراب شود، خرابي UV Cell تا زمان راه اندازي مجدد مشعل مشخص نخواهد گرديد. جهت جلوگيري از وقوع مشکل مذکور سيستمهايي طراحي و ساخته شده اند که در آن سيستم حفاظت شعله خودش را چک و پايش ميکند . سيستم پايش شعله خودکنترل در مدلهاي UV ، شامل شاترهاي اپتيکالي هستند که در مسير تشعشعات ماوراءبنفش به UV قرار دارند . شاتر بصورت متوالي باز و بسته ميگردد و در نتيجه مسير تشعشعات ماورائ بنفش براي بازه هاي کوتاهي مسدود خواهد گرديد ( معمولا بين ۰.۲۵ الي ۰.۷۵ ثانيه بسته به طراحي – الزاما بايد زمان مذکور کمتر از زمان مجاز تشخيص شعله باشد).
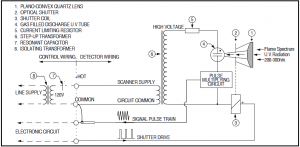
شكل ۲ : شماتيك مدار ردياب شعله ماوراءبنفش
مطابق با شکل ۲ ، سيستم حفاظت از شعله مذکور، مکانيزم شاتر خودکنترلر را فعال نموده و منتظر ميماند تا پالسهاي شمارش در بازه زماني بسته بودن شاتر قطع گردد. درصورتيکه در زمان بسته بودن دريچه شاتر کماکان پروسه شمارش پالسها ادامه داشته باشد، بلافاصه سيستم در وضعيت قطع ايمن قرار گرفته و مدار صحت روئيت شعله در وضعيت باز قرار خواهد گرفت . فعال شدن رله خطا در واقع مويد بروز مشکل در مدار اسکنر شعله ميباشد. از همين رو نياز است تا در منطق سيستمهاي BMS بازه زماني تعريف شذه اي پيش از خاموش شدن مشعل براي اين موضوع لحاظ گردد.
زمانيکه از آشکارسازهاي UV ماورائ بنفش استفاده ميگردد، استفاده از اسکنرهاي داراي ويژگي خود پايش در مشعلها و يا فعاليتهاي دائمي (Continuous Operation ) ، الزامي است . لازم به يادآوري است که تعريف و تعيين شرايط فعاليت دائم توسط مقامات ذيصلاح محلي و مشرف بر ظوابط و قوانين ايمني انجام ميگردد. اين بازه زماني ميتواند از يک تا ۲۴ ساعت تغيير نمايد. درصورتيکه تجهيز داراي فعاليت دائمي باشد ( زمان فعال بودن آن بيش از زمان تعريف شده براي فعاليت دائم باشد )، آنگاه تجهيز آشکارساز شعله به ويژگي خود کنترلي ضروري است.
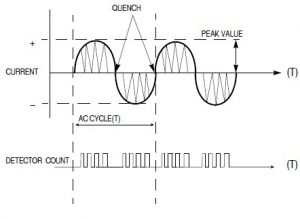
شكل ۳ : نمودار عملكرد ردياب شعله ماوراءبنفش لوله اي تحت جريان متناوب AC
علاوه بر ويژگيهاي ذکر شده براي اسکنرهاي خودکنترل، ضروري است تا مطابق با يک سيستم FSG درنظر گرفته شده براي فعاليت هاي مداوم، کليه حالتهاي خرابي تجهيزاتي براي کليه اجزا و قطعات سيستم پوشش داده شود .
استفاده از امواج ماوراءبنفش در تشخيص شعله از طريق بکارگيري تجهيزاتي همچون لوله هاي UV در واقع به تفسير سيگنالهاي دريافتي محدود ميگردد. زمانيکه امواج ماوراءبنفش دريافت ميگردند، آن بدان معني است که شعله وجود دارد. تنها راه تشخيص اينکه آيا سيگنالهاي دريافتي مربوط به شعله اصلي است يا شعله مجاور و يا گداختگي ديواره کوره ، حجم سيگنالهاي در درسترس جهت تفسير ميباشد.
تجهيز UV فقط يک درصد از طيف هاي مرئي شعله را تخمين ميزند. درصورت بروز احتراق ناقص تجهيز UV عملکرد نامناسبي پيدا کرده و حتي بدليل وجود محصولات احتراق – دود – بخار آب و ساير مواد در اطراف شعله فعاليت آن مختل ميگردد. با توجه به توضيحات فوق الذکر امواج ماوراء بنفش براحتي توسط سنسور مجاور شعله اصلي دريافت ميگردد و انتشار امواج تشعشعي از ديواره هاي داغ و شعله هاي مجاور داراي قدرت بسيار کمي خواهد بود . لذا درصورت بکارگيري اسکنر مناسب و سيستم کنترل مربوطه کماکان سنسورهاي UV ميتوانند بعنوان يک سنسور ساده-قابل اعتماد با کارائي مناسب در سيستمهاي چند مشعله بکار گرفته شوند .
| ترجمه – گردآوری و تدوین : مهندس حسن خلخالی (کپی برداری از مطالب فوق در صورت ذکر منبع بلامانع است ) | |
- نوشته شده در مقالات
احتراق پالسی

احتراق پالسی : قسمت اول
احتراق پالسی : راهکاری عملی جهت توزیع یکسان حرارت در کوره
در این مقاله قصد داریم تا مروری بر روی تکنولوژی احتراق پالسی (Pulse Firing Technology ) و نتایج مثبت آن در توزیع یکسان حرارت در تمامی نقاط کوره داشته باشیم .
احتراق پالسی طی دهه های گذشته فوائد خود را آشکار نموده و در اینخصوص مقالات متعددی نوشته شده است . این سیستم برای اولین بار در اروپا معرفی و اجرا گردید و در آمریکا نیز پس از معرفی، این سیستم در دهه ۱۹۸۰ به آرامی شروع به رشد نمود . در آن سالها ، تولید کنندگان آمریکایی در حوزه پروسه های گرمایشی صنعتی خود و در غالب سیستمهای وارداتی از اروپا، از فوائد این مکانیزم ( بعنوان یک تکنولوژی جدید ) بهره مند میشدند .از طرفی از این اتفاق میتوان بعنوان یک اتفاق خوب اقتصادی برای همکاری مشترک شرکتهای Hauck Manufacturing و Krom Schroderیاد کرد .نوآوری مذکور توسط مهندس کنترل جوانی بنام Mike Shay و در شرکت Hauck رهبری میشد که بعدها موفق گردید با توجه به لیاقتهای خویش مدارج عالی را در این شرکت طی نماید .
طی سالهای گذشته مطالب متعددی درخصوص این تکنولوژی کنترل و منافع آن نوشته شده است ولی چگونه این تکنولوژی چنین منافعی را برای ما تامین میکند ؟
در یک کلام میتوان دلیل آن را افزایش انتقال حرارت همرفتی بدلیل افزایش سرعت خروج محصولات احتراق از دهانه مشعل عنوان کرد. کلید اصلی در این پروسه مشعلهای خاصی هستند که با فراهم آوردن امکان پرتاب بسیار سریع محصولات احتراق از دهانه خود باعث میشوند تا سیال داغ بسرعت مسیر کوره را از بین قطعات گرم شونده طی کند و از طریق انتقال حرارات جابجایی اجباری مواد داخل کوره را بشکل یکنواخت گرم کند .
انتقال حرارت جابجایی اجباری چیزی نیست جز انتقال حرارت بین اجسام جامد (مواد گرم شونده داخل کوره )و سیال گرم کننده ( محصولات داغ احتراق ) توسط یک ماشین مکانیکی ( مشعل سرعت بالا )
احتراق پالسی سه مسئله زیربنایی را که همه پروسه های حرارتی تولیدی با آن درگیر میباشند، مد نظر قرار میدهد. این سه مسئله عبارتند از :
۱- توزیع حرارت بسیار غیریکنواخت در کوره ها
۲- Turndown ناکافی سیستمهای احتراق کوره در نگاه کلی
۳- مصرف بسیار بالای سوخت
جهت جلوگیری از خستگی شما، این مطلب به چند مقاله تقسیم شده و ما در مقاله بعدی سعی خواهیم کرد تا این سه مسئله را بدقت مد نظر قرار دهیم .

- نوشته شده در مقالات
بهینه سازی مصرف انرژی در کوره ذوب آلومینیوم
")
این روزها صنعتگران عرصه بازیافت فلزات ( از طریق پروسه های حرارتی ) توجه خود را بر روی افزایش بیشتر تولید – افزایش کیفیت محصولات و کاهش اثرات زیست محیطی معطوف نموده اند . صنعت بازیافت آلومینیوم ( ذوب قراضه ) نیز از این امر مستثنی نمیباشد. در این صنعت، از احتراق بعنوان منشاء اصلی حرارت استفاده شده و تحقق آیتمهای فوق الذکر نیز منوط به بکارگیری مکانیزمی با کیفیت و هوشمند میباشد .صنعت ذوب آلومینیوم، از لحاظ مصرف انرژی ، جزو صنایع پر مصرف بوده و تقریبا یک سوم از هزینه تولید، مرتبط با هزینه های احتراق و تعاملات زیست محیطی مرتبط میباشد . طی ۴۰ سال گذشته صنایع ذوب آلومینیوم موفق شده اند تا چیزی حدود ۶۰ درصد از مصرف انرژی خود را از طریق جایگزینی ذوب آلومینیوم از سنگ معدن با ذوب آلومینیوم از قراضه ها کاهش دهند !
تامین آلومینیوم از طریق ذوب شمش آن فقط ۶ درصد انرژی در مقایسه با تامین آن از طریق سنگ معدن نیاز خواهد داشت ! به همین دلیل تامین آلومینیوم از طریق ذوب آلومینیوم های قراضه در مقایسه با ذوب سنگ آلومینیوم، نهایتا ۱۰ درصد انرژی مصرف خواهد نمود .
اخیرا شرکتهای بازیافت کننده آلومینیوم از قراضه ها، با افزایش صادرات قراضه ها به کشور چین جهت بازیافت مواجه شده اند . در این شرایط رقابتی تنها شرکتهایی موفق خواهند بود که بتوانند پروسه احتراق خود را بهبود داده و با روشهای نوین ذیل و از طریق کاهش مصرف انرژی شرایط خود را بهبود ببخشند :
– نسبت کنترل سوخت و هوا بصورت مداوم
– پیش گرم نمودن قراضه های آلومینیوم
– پیش گرم نمودن هوای احتراق
– بهینه سازی عایقکاری کوره و نگهداری و تعمیرات اثربخش
– کاهش تلفات اکسیداسیون
– کاهش تلفات حرارت
در این مقاله سعی داریم تا نشان دهیم چگونه میتوانیم کاهش مصرف انرژی ناشی از روشهای فوق را اندازه گیری نماییم . شما میتوانید با دانلود فایل تهیه شده از اینجا ، عوامل مرتبط با پروسه احتراق و کوره مرتبط را تغییر داده و از تاثیر آن بر روی کاهش مصرف انرژی در پروسه تولید خود مطلع شوید .
چرخه بازیافت :
چرخه بازیافت آلومینیوم شامل این مراحل میشود : پروسه های ابتدایی – ذوب – پالایش و ریخته گری
دو نوع متداول بازیافت آلومینیوم از قراضه ها عبارت است از :
– قراضه های آلومینیوم آماده ذوب
– قراضه های آلومینیوم نیازمند عبور از پروسه های ابتدایی
روشهای متعددی برای ذوب آلومینیوم از قراضه ها وجود دارد . اکثر روشهای موجود تشکیل شده از محفظه هایی عایق شده میباشند که همانند کوره های سنتی از احتراق مشعلهای با سوخت گاز جهت بالا بردن دما بهره میبرند . پس از حصول بلوغ نسبی در پروسه های ذوب، تکنولوژی های اولیه، آرام آرام به سمت بهینه سازی پروسه های احتراق – تولید آلومینیوم تمیز تر و کاهش تلفات آلومینیوم در اثر اکسیداسیون حرکت نموده اند .
کوره های Reverb بار اصلی را بر دوش خود دارند . در حالت Batch، قراضه های آلومینیوم سبک در قسمت پائین کوره مستقر و با لایه ای از آلومینیوم سنگین پوشیده میشود. Flux ( شامل ۹۰ درصد سدیم کلراید و ۱۰ درصد سدیم فلوراید ) اضافه میگردد و پروسه اضافه نمودن قراضه و ذوب تا پر شدن کوره مطابق ظرفیت ادامه خواهد یافت . سپس سرباره ها جدا و مذاب تخلیه میگردد.
مدل رایج کوره های فوق الذکر ( همانند شکل ۱)دارای دربهای جانبی جهت شارژ قراضه بداخل کوره میباشد.
قراضه آلومینیوم و Flux بداخل کوره شارژ و به سمت منطقه اصلی کوره ( منطقه ذوب ) هدایت میگردند. این کوره ها قادر به تولید مذاب تمیز با کمترین آلودگی و تفاله بوده و قادر هستند در سیکل های طولانی و تعداد دفعات زیاد کار نمایند .
Stack melter یکی دیگر از اجزاء کوره های تجاری Reverb میباشد. مسیر تخلیه محصولا احتراق بگونه ای طراحی میگردد تا قبل از خروج از کوره و پس از عبور از میان قراضه های آلومینیوم آنها را پیشگرم نمایند . این کوره ها بمراتب از کوره های سنتی رادندمان بیشتری دارند . تمیزی یکی از کاراکترهای بسیار مهم در فروش محصولات ریخته گری میباشد. بهمین دلیل بسیاری از تولید کنندگان با عبور مواد مذاب از داخل فیلترهای سرامیکی آنها را فیلتر مینمایند.
شکل شماره ۲
انرژی مورد نیاز جهت ذوب آلومینیوم :
برای ذوب آلومینیوم نیاز به مقدار انرزی داریم تا آلومینیوم جامد را به دمای ذوب ۶۶۱ درجه سانتیگراد برساند و پس از اتمام پروسه ذوب، حوضچه مذاب را تا دمای مورد نیاز جهت عملیات ریخته گری افزایش دهد. فرمول ذیل انرژی حرارتی مورد نیاز جهت گرم کردن آلومینیوم از ۷۷ درجه فارنهایت تا دمای ذوب نشان میدهد.
فرمول (۱ ) Btu/Pound = 0.281 ( Cast T, F ) + 116
بنابراین حدود ۵۰۰ Btu/Pound انرژی جهت رسیدن به دمای ذوب ۷۴۳ C خواهد بود . این درحالی است که بسیاری از کارگاه های ریخته گری انرژی بمراتب بیشتری را جهت این کار اختصاص میدهند . چرا ؟
اولا در محاسبه بالا ما مقدار پرت انرژی را لحاظ نکرده ایم . این مقدار برای یک کوره کوچک میتواند چیزی درحدود ۲۵۰ Btu/pound باشد.
ثانیا ممکن است فشار کوره کمی منفی باشد که منجر خواهد شد تا مقادیر قابل توجهی از هوای سرد اطراف وارد کوره شود . قطعا برای اینکه دمای این هوا به دمای خروجی از اگزاست ( حدود ۱۱۵۰ درج سانتیگراد ) برسد، سوخت زیادی میبایست بیهوده مصرف گردد.
نهایتا ممکن است اپراتور برای رسیدن به تولید ذوب بالاتر دمای کوره را بالاتر برده و در نتیجه دمای دودکش نیز افزایش یافته و مقدار اتلاف انرژی افزایش یابد .
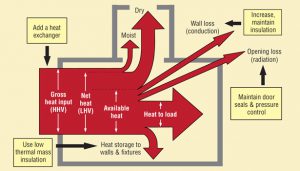
کلیه پارامترهای اشاره شده منجر میگردد تا مقدار انرژی مصرفی نسبت به انرژی مورد نیاز در فرمول ۱ چیزی درحدود ۴ برابر افزایش یابد. در این حالت فقط ۲۵ درصد از انرژی مصرفی جهت تحقق ذوب مصرف میگردد.( شکل ۲ )
اما برای کاهش مصرف انرژی چه کار میتوانیم انجام دهیم ؟ به برخی از راهکارها اشاره شد ولی اثر بخشی آنها چقدر خواهد بود ؟ درصورتیکه کلیه پارامترها و متغیرهای اثربخش در پروسه ذوب آلومینیوم را بدقت لحاظ نمائیم، این موضوع قابل محاسبه خواهد بود . شما میتوانید فایل آماده اکسل را دراینخصوص از آدرس www.industrialheating.com/AlMeltCalcدانلود نمایید . دراین فایل واحدها براساس SI و AES ارائه شده اند .
مدل سازی عملکرد یک کوره ذوب آلومینیوم SIDE – WELL :
یک کوره ذوب آلومینیوم side-well reverb مطابق شکل ۱ دارای تعدادی مشعل میباشد. درصورت وجود مخزن شارژ (charging well ) و مخزن پمپ (pump well )، آنها در سطوح جانبی دیواره های داغ کوره نصب خواهند گردید ( مطابق شکل ۱ ) . این دو مخزن و مخزن اصلی کوره از طریق مسیرهایی با یکدیگر مرتبط میگردند و این مسئله منجر به سیرکوله مناسب مذاب در کلیه قسمتهای کوره خواهد گردید. مشخصات یک کوره ۰۰۰/۲۵۰ پوندی Side – Well ذوب آلومینیوم به شرح ذیل خواهد بود :
– ۵۸۰ فوت مربع سطح حوضچه مذاب و ۳۰ اینچ عمق آن است .
– شدت ذوب معادل ۲۶۶ پوند در دقیقه خواهد بود .
– حجم گاز مصرفی کوره ۵۱۲ فوت مکعب در دقیقه خواهد بود . ( ارزش حرارتی گاز حدود ۱۰۰۰ BTU بازاء هر متر مکعب در نظر گرفته شده است .
– اتلاف حرارتی در ساعت چیزی حدود Btu 000/660/4 خواهد بود .
– دمای محصولات احتراق ( خروجی دودکش ) چیزی حدود ۱۱۷۱ درجه سانتیگراد خواهد بود .
– دمای حوضچه مذاب در حدود ۷۷۱ درجه سانتیگراد ارزیابی میگردد
– اکسیدان هوای سرد، ۶ درصد بیشتر از میزان استویکیومتریک آن میباشد.
– نشتی هوا بداخل کوره حدود ۲۵۰ فوت مکعب در دقیقه تخمین زده میشود.
براساس محاسبات انجام شده در فایل دانلود شده (AlMeltCalc ) مشخص میگردد که در صورت فعالیت مداوم کوره ذوب، چیزی حدود ۲۸ درصد سوخت مصرفی صرف فعالیتهای مقدماتی ذوب میگردد !
حال اجازه دهید تا با یکدیگر مرورکنیم که چگونه میتوانیم این راندمان را دوبرابر کرده و یا بهبود بدهیم.
روشهای بهینه سازی مصرف انرژی در این کوره :
اگر شما بخواهید راندمان کوره را بهبود بدهید، الزاما باید به کارکرد آن نیز اشراف داشته باشید. ابتدا میبایست میزان مصرف انرژی تک تک آیتمهای موثر در افزایش مصرف را اندازه گیری کرده و مشخصات کوره خود را با یک کوره ایده آل مقایسه کنید. اندازه گیری دمای محصولات احتراق در زمان ورود به دودکش – گرادیان دمایی در حوضچه مذاب –فشار کوره و انرژی مصرفی برای تولید هر پوند مذاب نمونه ای از آیتمهای فوق الذکر میباشند . شما میتوانید با اندازه گیری این مشخصات، شرایط کاری کوره را بهبود داده و محصول با کیفیت تری نیز تولید کنید . لطفا توجه داشته باشید برای این کارهای ساده نیاز به صرف ۱۰ سال زمان نیز نخواهید داشت .
در این مثال شما حدود Btu 1970 بازاء هر پوند مذاب انرژی مصرف خواهید نمود و این درحالیستکه شما مطابق با یک نمونه استاندارد میبایست حدود Btu 1900 بازاء هر پوند مذاب انرژی مصرف نمایید.
براساس شکل ۲ واضح است که بخش زیادی از انرژی از دودکش در حال هدر رفتن است. لطفا اجازه دهید تا بررسی کنیم که چگونه میتوانیم با تنظیم مناسب نسبت سوخت و هوا کمی از این اتلاف کم کنیم . توجه داشته باشید که در کل برای مدیریت احتراق ۲ راهکار استاندارد داریم :
– تزریق اکسیژن اضافه تر از استویکیومتریک جهت اطمینان از احتراق کامل سوخت
– عدم استفاده از اکسیژن اضافی
در مثال فوق ما از ۶% هوای اضافی جهت احتراق استفاده کردیم و این مسئله منجر گردید تا ورود هوایی سرد معادل ۲۵۰ فوت مکعب در دقیقه به داخل کوره داشته باشیم . حال تصور کنید مقدار هوای اضافی احتراق را به ۳% کاهش دهیم. در این حالت انرژی مصرفی در کوره به حدود ۱۸۶۰ Btu بازاء هر پوند مذاب خواهد رسید و این یعنی حدود ۶% بهینه سازی مصرف انرژی .
دریک روز معمولی این کوره با ۲۰ ساعت کار حدود ۰۰۰/۳۲۰ پوند مذاب تولید خواهد کرد . با یک محاسبه ساده پی خواهیم برد که در صورت کاهش هوای اضافی حدود ۰۰۰/۳۵ فوت مکعب در هر روز گاز کمتری مصرف خواهیم کرد . بنابراین اولین راهکار مناسب میتواند لحاظ نمودن تمهیداتی برای کنترل نسبت سوخت و هوا ( تا حدامکان نزدیک به شرایط استویکیومتریک ) باشد .مطمئن شوید که دمپر دودکش شما مطابق با شعله بزرگ مشعل تنظیم شده است تا فشار کوره شما در اغلب اوقات مثبت و یا نزدیک به فشار اتمسفر باشد.
شکل شماره ۳
بازیافت حرارت از دودکش :
علی رغم کنترل نسبت سوخت و هوا ، هنوز حدود ۵۳ % انرژی از طریق دودکش در حال هدر رفتن است .یکی از راهکارهای کاهش این اتلاف، استفاده از این انرژی برای پیش گرم کردن قراضه های ورودی به کوره است . در برخی از کوره ها این امکان دیده شده است ولی در بسیاری از کوره ها نیاز به اعمال تغییرات و بازسازی کوره خواهد بود . عبور محصولات احتراق از محل شارژ قراضه ها علاوه بر پیشگرم کردن قراضه ها منجر خواهد شد تا اتلاف انرژی تشعشعی از جداره های کوره کاهش یابد .
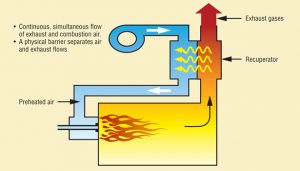
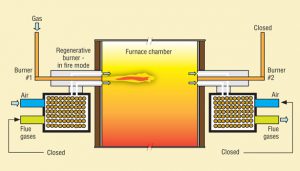
در مثال ما پیش گرم نمودن قراضه های آلومینیوم تا ۴۲۷ درجه سانتیگراد منجر خواهد شد تا حدود ۲۰% از مصرف انرژی در شرایط تولیدی ۲۶۶ پوند در دقیقه ای مذاب کاسته شود و مصرف انرژی به حدود ۱۳۷۰ Btu بازاء هر پوند برسد . ممکن است از این روش نتوانیم برای قراضه های ظریف استفاده کنیم . در این حالت میتوانیم از بازیافت کننده حرارت در دودکش جهت پیش گرم کردن هوای احتراق تا ۵۹۳ درجه سانتیگراد استفاده نمائیم ( شکل ۳ )در این حالت میتوانیم انرژی مصرفی را تا ۱۳۰۰ Btu بازاء هر پوند مذاب ( حدود ۳۴ % ) کاهش دهیم. روش دیگر بازیافت حرارت استفاده از مشعلهای احیا کننده حرارت (regenerative burners ) میباشد . در این روش حرارت در یک شبکه سرامیکی ذخیره شده و سپس هوای احتراق پس از عبور از این شبکه و پیش گرم شدن به سمت دهانه مشعل هدایت میگردد . ( شکل ۴ )
شکل شماره ۴
با این تکنیک میتوانیم هوای احتراق را تا دمای ۱۰۹۳ درجه سانتیگراد پیشگرم کنیم . اگر هوای احتراق تا دمای ۱۰۳۸ درجه سانتیگراد پیشگرم شود، انرژی مورد نیاز ذوب تا ۱۰۰۶ Btu بازاء هر پوند کاهش خواهد یافت. درصورتیکه از تجهیزات متناسب کننده نسبت سوخت و هوا و کنترل کننده های فشار کوره استفاده کنیم، امکان کاهش مصرف تا نصف مقدار اولیه دور از ذهن نخواهد بود . به یاد داشته باشید که همزمان با کاهش مصرف انرژی مقدار انتشار Co2 و NOX نیز کاهش خواهد یافت .
نتیجه گیری :
پیشرفت در طراحی مشعلها همراه با راهبری مناسب و نگهداری و تعمیرات موثر میتواند بمیزان چشمگیری هزینه های شما را کاهش و کیفیت محصولتان را افزایش دهد. شما میتوانید پس از دانلود فایل محاسباتی از آدرس www.industrialheating.com/AlMetCalc پس از تغییر هر یک از پارامترها از تاثیر هر یک مطلع شوید .
ترجمه – گردآوری و تدوین : مهندس حسن خلخالی (کپی برداری از مطالب فوق در صورت ذکر منبع بلامانع است ) منابع : https://www.industrialheating.com
- نوشته شده در مقالات
بررسی خرابی یک بویلر
")
- نوشته شده در مقالات
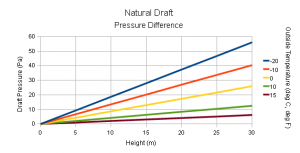
محاسبه مقدار مکش طبیعی دودکش

محاسبه مقدار مکش طبیعی دودکش:
نرم افزار تحت وب زیر شما را قادر میسازد تا با وارد نمودن دمای داخل – دمای بیرون و ارتفاع دودکش مقدار مکش دودکش خود را ارزیابی منید.
محاسبه مقدار دبی و سرعت جریان در دودکش با مکش طبیعی
نرم افزار تحت وب زیر شما را قادر میسازد تا پس از ورود اطلاعات بتوانید مقدار دبی و سرعت جریان در داخل دودکشی مطابق با شکل بالا را محاسبه کنید. در این محاسبه مقدار ضریب اصطکاک کانال حدود ۰.۰۱۹ ( معادل یک کانال گالوانیزه نرمال ) لحاظ گردیده است.
منبع : سایت ENGINEERINGTOOLBOX
- نوشته شده در مقالات
")