بهینه سازی مصرف انرژی در کوره ذوب آلومینیوم
")
این روزها صنعتگران عرصه بازیافت فلزات ( از طریق پروسه های حرارتی ) توجه خود را بر روی افزایش بیشتر تولید – افزایش کیفیت محصولات و کاهش اثرات زیست محیطی معطوف نموده اند . صنعت بازیافت آلومینیوم ( ذوب قراضه ) نیز از این امر مستثنی نمیباشد. در این صنعت، از احتراق بعنوان منشاء اصلی حرارت استفاده شده و تحقق آیتمهای فوق الذکر نیز منوط به بکارگیری مکانیزمی با کیفیت و هوشمند میباشد .صنعت ذوب آلومینیوم، از لحاظ مصرف انرژی ، جزو صنایع پر مصرف بوده و تقریبا یک سوم از هزینه تولید، مرتبط با هزینه های احتراق و تعاملات زیست محیطی مرتبط میباشد . طی ۴۰ سال گذشته صنایع ذوب آلومینیوم موفق شده اند تا چیزی حدود ۶۰ درصد از مصرف انرژی خود را از طریق جایگزینی ذوب آلومینیوم از سنگ معدن با ذوب آلومینیوم از قراضه ها کاهش دهند !
تامین آلومینیوم از طریق ذوب شمش آن فقط ۶ درصد انرژی در مقایسه با تامین آن از طریق سنگ معدن نیاز خواهد داشت ! به همین دلیل تامین آلومینیوم از طریق ذوب آلومینیوم های قراضه در مقایسه با ذوب سنگ آلومینیوم، نهایتا ۱۰ درصد انرژی مصرف خواهد نمود .
اخیرا شرکتهای بازیافت کننده آلومینیوم از قراضه ها، با افزایش صادرات قراضه ها به کشور چین جهت بازیافت مواجه شده اند . در این شرایط رقابتی تنها شرکتهایی موفق خواهند بود که بتوانند پروسه احتراق خود را بهبود داده و با روشهای نوین ذیل و از طریق کاهش مصرف انرژی شرایط خود را بهبود ببخشند :
– نسبت کنترل سوخت و هوا بصورت مداوم
– پیش گرم نمودن قراضه های آلومینیوم
– پیش گرم نمودن هوای احتراق
– بهینه سازی عایقکاری کوره و نگهداری و تعمیرات اثربخش
– کاهش تلفات اکسیداسیون
– کاهش تلفات حرارت
در این مقاله سعی داریم تا نشان دهیم چگونه میتوانیم کاهش مصرف انرژی ناشی از روشهای فوق را اندازه گیری نماییم . شما میتوانید با دانلود فایل تهیه شده از اینجا ، عوامل مرتبط با پروسه احتراق و کوره مرتبط را تغییر داده و از تاثیر آن بر روی کاهش مصرف انرژی در پروسه تولید خود مطلع شوید .
چرخه بازیافت :
چرخه بازیافت آلومینیوم شامل این مراحل میشود : پروسه های ابتدایی – ذوب – پالایش و ریخته گری
دو نوع متداول بازیافت آلومینیوم از قراضه ها عبارت است از :
– قراضه های آلومینیوم آماده ذوب
– قراضه های آلومینیوم نیازمند عبور از پروسه های ابتدایی
روشهای متعددی برای ذوب آلومینیوم از قراضه ها وجود دارد . اکثر روشهای موجود تشکیل شده از محفظه هایی عایق شده میباشند که همانند کوره های سنتی از احتراق مشعلهای با سوخت گاز جهت بالا بردن دما بهره میبرند . پس از حصول بلوغ نسبی در پروسه های ذوب، تکنولوژی های اولیه، آرام آرام به سمت بهینه سازی پروسه های احتراق – تولید آلومینیوم تمیز تر و کاهش تلفات آلومینیوم در اثر اکسیداسیون حرکت نموده اند .
کوره های Reverb بار اصلی را بر دوش خود دارند . در حالت Batch، قراضه های آلومینیوم سبک در قسمت پائین کوره مستقر و با لایه ای از آلومینیوم سنگین پوشیده میشود. Flux ( شامل ۹۰ درصد سدیم کلراید و ۱۰ درصد سدیم فلوراید ) اضافه میگردد و پروسه اضافه نمودن قراضه و ذوب تا پر شدن کوره مطابق ظرفیت ادامه خواهد یافت . سپس سرباره ها جدا و مذاب تخلیه میگردد.
مدل رایج کوره های فوق الذکر ( همانند شکل ۱)دارای دربهای جانبی جهت شارژ قراضه بداخل کوره میباشد.
قراضه آلومینیوم و Flux بداخل کوره شارژ و به سمت منطقه اصلی کوره ( منطقه ذوب ) هدایت میگردند. این کوره ها قادر به تولید مذاب تمیز با کمترین آلودگی و تفاله بوده و قادر هستند در سیکل های طولانی و تعداد دفعات زیاد کار نمایند .
Stack melter یکی دیگر از اجزاء کوره های تجاری Reverb میباشد. مسیر تخلیه محصولا احتراق بگونه ای طراحی میگردد تا قبل از خروج از کوره و پس از عبور از میان قراضه های آلومینیوم آنها را پیشگرم نمایند . این کوره ها بمراتب از کوره های سنتی رادندمان بیشتری دارند . تمیزی یکی از کاراکترهای بسیار مهم در فروش محصولات ریخته گری میباشد. بهمین دلیل بسیاری از تولید کنندگان با عبور مواد مذاب از داخل فیلترهای سرامیکی آنها را فیلتر مینمایند.
شکل شماره ۲
انرژی مورد نیاز جهت ذوب آلومینیوم :
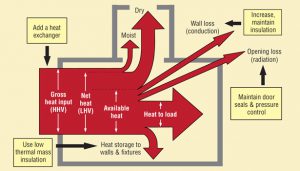
برای ذوب آلومینیوم نیاز به مقدار انرزی داریم تا آلومینیوم جامد را به دمای ذوب ۶۶۱ درجه سانتیگراد برساند و پس از اتمام پروسه ذوب، حوضچه مذاب را تا دمای مورد نیاز جهت عملیات ریخته گری افزایش دهد. فرمول ذیل انرژی حرارتی مورد نیاز جهت گرم کردن آلومینیوم از ۷۷ درجه فارنهایت تا دمای ذوب نشان میدهد.
فرمول (۱ ) Btu/Pound = 0.281 ( Cast T, F ) + 116
بنابراین حدود ۵۰۰ Btu/Pound انرژی جهت رسیدن به دمای ذوب ۷۴۳ C خواهد بود . این درحالی است که بسیاری از کارگاه های ریخته گری انرژی بمراتب بیشتری را جهت این کار اختصاص میدهند . چرا ؟
اولا در محاسبه بالا ما مقدار پرت انرژی را لحاظ نکرده ایم . این مقدار برای یک کوره کوچک میتواند چیزی درحدود ۲۵۰ Btu/pound باشد.
ثانیا ممکن است فشار کوره کمی منفی باشد که منجر خواهد شد تا مقادیر قابل توجهی از هوای سرد اطراف وارد کوره شود . قطعا برای اینکه دمای این هوا به دمای خروجی از اگزاست ( حدود ۱۱۵۰ درج سانتیگراد ) برسد، سوخت زیادی میبایست بیهوده مصرف گردد.
نهایتا ممکن است اپراتور برای رسیدن به تولید ذوب بالاتر دمای کوره را بالاتر برده و در نتیجه دمای دودکش نیز افزایش یافته و مقدار اتلاف انرژی افزایش یابد .
کلیه پارامترهای اشاره شده منجر میگردد تا مقدار انرژی مصرفی نسبت به انرژی مورد نیاز در فرمول ۱ چیزی درحدود ۴ برابر افزایش یابد. در این حالت فقط ۲۵ درصد از انرژی مصرفی جهت تحقق ذوب مصرف میگردد.( شکل ۲ )
اما برای کاهش مصرف انرژی چه کار میتوانیم انجام دهیم ؟ به برخی از راهکارها اشاره شد ولی اثر بخشی آنها چقدر خواهد بود ؟ درصورتیکه کلیه پارامترها و متغیرهای اثربخش در پروسه ذوب آلومینیوم را بدقت لحاظ نمائیم، این موضوع قابل محاسبه خواهد بود . شما میتوانید فایل آماده اکسل را دراینخصوص از آدرس www.industrialheating.com/AlMeltCalcدانلود نمایید . دراین فایل واحدها براساس SI و AES ارائه شده اند .
مدل سازی عملکرد یک کوره ذوب آلومینیوم SIDE – WELL :
یک کوره ذوب آلومینیوم side-well reverb مطابق شکل ۱ دارای تعدادی مشعل میباشد. درصورت وجود مخزن شارژ (charging well ) و مخزن پمپ (pump well )، آنها در سطوح جانبی دیواره های داغ کوره نصب خواهند گردید ( مطابق شکل ۱ ) . این دو مخزن و مخزن اصلی کوره از طریق مسیرهایی با یکدیگر مرتبط میگردند و این مسئله منجر به سیرکوله مناسب مذاب در کلیه قسمتهای کوره خواهد گردید. مشخصات یک کوره ۰۰۰/۲۵۰ پوندی Side – Well ذوب آلومینیوم به شرح ذیل خواهد بود :
– ۵۸۰ فوت مربع سطح حوضچه مذاب و ۳۰ اینچ عمق آن است .
– شدت ذوب معادل ۲۶۶ پوند در دقیقه خواهد بود .
– حجم گاز مصرفی کوره ۵۱۲ فوت مکعب در دقیقه خواهد بود . ( ارزش حرارتی گاز حدود ۱۰۰۰ BTU بازاء هر متر مکعب در نظر گرفته شده است .
– اتلاف حرارتی در ساعت چیزی حدود Btu 000/660/4 خواهد بود .
– دمای محصولات احتراق ( خروجی دودکش ) چیزی حدود ۱۱۷۱ درجه سانتیگراد خواهد بود .
– دمای حوضچه مذاب در حدود ۷۷۱ درجه سانتیگراد ارزیابی میگردد
– اکسیدان هوای سرد، ۶ درصد بیشتر از میزان استویکیومتریک آن میباشد.
– نشتی هوا بداخل کوره حدود ۲۵۰ فوت مکعب در دقیقه تخمین زده میشود.
براساس محاسبات انجام شده در فایل دانلود شده (AlMeltCalc ) مشخص میگردد که در صورت فعالیت مداوم کوره ذوب، چیزی حدود ۲۸ درصد سوخت مصرفی صرف فعالیتهای مقدماتی ذوب میگردد !
حال اجازه دهید تا با یکدیگر مرورکنیم که چگونه میتوانیم این راندمان را دوبرابر کرده و یا بهبود بدهیم.
روشهای بهینه سازی مصرف انرژی در این کوره :
اگر شما بخواهید راندمان کوره را بهبود بدهید، الزاما باید به کارکرد آن نیز اشراف داشته باشید. ابتدا میبایست میزان مصرف انرژی تک تک آیتمهای موثر در افزایش مصرف را اندازه گیری کرده و مشخصات کوره خود را با یک کوره ایده آل مقایسه کنید. اندازه گیری دمای محصولات احتراق در زمان ورود به دودکش – گرادیان دمایی در حوضچه مذاب –فشار کوره و انرژی مصرفی برای تولید هر پوند مذاب نمونه ای از آیتمهای فوق الذکر میباشند . شما میتوانید با اندازه گیری این مشخصات، شرایط کاری کوره را بهبود داده و محصول با کیفیت تری نیز تولید کنید . لطفا توجه داشته باشید برای این کارهای ساده نیاز به صرف ۱۰ سال زمان نیز نخواهید داشت .
در این مثال شما حدود Btu 1970 بازاء هر پوند مذاب انرژی مصرف خواهید نمود و این درحالیستکه شما مطابق با یک نمونه استاندارد میبایست حدود Btu 1900 بازاء هر پوند مذاب انرژی مصرف نمایید.
براساس شکل ۲ واضح است که بخش زیادی از انرژی از دودکش در حال هدر رفتن است. لطفا اجازه دهید تا بررسی کنیم که چگونه میتوانیم با تنظیم مناسب نسبت سوخت و هوا کمی از این اتلاف کم کنیم . توجه داشته باشید که در کل برای مدیریت احتراق ۲ راهکار استاندارد داریم :
– تزریق اکسیژن اضافه تر از استویکیومتریک جهت اطمینان از احتراق کامل سوخت
– عدم استفاده از اکسیژن اضافی
در مثال فوق ما از ۶% هوای اضافی جهت احتراق استفاده کردیم و این مسئله منجر گردید تا ورود هوایی سرد معادل ۲۵۰ فوت مکعب در دقیقه به داخل کوره داشته باشیم . حال تصور کنید مقدار هوای اضافی احتراق را به ۳% کاهش دهیم. در این حالت انرژی مصرفی در کوره به حدود ۱۸۶۰ Btu بازاء هر پوند مذاب خواهد رسید و این یعنی حدود ۶% بهینه سازی مصرف انرژی .
دریک روز معمولی این کوره با ۲۰ ساعت کار حدود ۰۰۰/۳۲۰ پوند مذاب تولید خواهد کرد . با یک محاسبه ساده پی خواهیم برد که در صورت کاهش هوای اضافی حدود ۰۰۰/۳۵ فوت مکعب در هر روز گاز کمتری مصرف خواهیم کرد . بنابراین اولین راهکار مناسب میتواند لحاظ نمودن تمهیداتی برای کنترل نسبت سوخت و هوا ( تا حدامکان نزدیک به شرایط استویکیومتریک ) باشد .مطمئن شوید که دمپر دودکش شما مطابق با شعله بزرگ مشعل تنظیم شده است تا فشار کوره شما در اغلب اوقات مثبت و یا نزدیک به فشار اتمسفر باشد.
شکل شماره ۳
بازیافت حرارت از دودکش :
علی رغم کنترل نسبت سوخت و هوا ، هنوز حدود ۵۳ % انرژی از طریق دودکش در حال هدر رفتن است .یکی از راهکارهای کاهش این اتلاف، استفاده از این انرژی برای پیش گرم کردن قراضه های ورودی به کوره است . در برخی از کوره ها این امکان دیده شده است ولی در بسیاری از کوره ها نیاز به اعمال تغییرات و بازسازی کوره خواهد بود . عبور محصولات احتراق از محل شارژ قراضه ها علاوه بر پیشگرم کردن قراضه ها منجر خواهد شد تا اتلاف انرژی تشعشعی از جداره های کوره کاهش یابد .
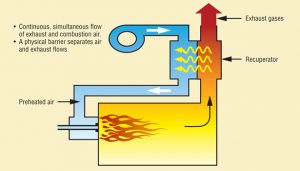
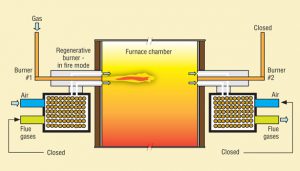
در مثال ما پیش گرم نمودن قراضه های آلومینیوم تا ۴۲۷ درجه سانتیگراد منجر خواهد شد تا حدود ۲۰% از مصرف انرژی در شرایط تولیدی ۲۶۶ پوند در دقیقه ای مذاب کاسته شود و مصرف انرژی به حدود ۱۳۷۰ Btu بازاء هر پوند برسد . ممکن است از این روش نتوانیم برای قراضه های ظریف استفاده کنیم . در این حالت میتوانیم از بازیافت کننده حرارت در دودکش جهت پیش گرم کردن هوای احتراق تا ۵۹۳ درجه سانتیگراد استفاده نمائیم ( شکل ۳ )در این حالت میتوانیم انرژی مصرفی را تا ۱۳۰۰ Btu بازاء هر پوند مذاب ( حدود ۳۴ % ) کاهش دهیم. روش دیگر بازیافت حرارت استفاده از مشعلهای احیا کننده حرارت (regenerative burners ) میباشد . در این روش حرارت در یک شبکه سرامیکی ذخیره شده و سپس هوای احتراق پس از عبور از این شبکه و پیش گرم شدن به سمت دهانه مشعل هدایت میگردد . ( شکل ۴ )
شکل شماره ۴
با این تکنیک میتوانیم هوای احتراق را تا دمای ۱۰۹۳ درجه سانتیگراد پیشگرم کنیم . اگر هوای احتراق تا دمای ۱۰۳۸ درجه سانتیگراد پیشگرم شود، انرژی مورد نیاز ذوب تا ۱۰۰۶ Btu بازاء هر پوند کاهش خواهد یافت. درصورتیکه از تجهیزات متناسب کننده نسبت سوخت و هوا و کنترل کننده های فشار کوره استفاده کنیم، امکان کاهش مصرف تا نصف مقدار اولیه دور از ذهن نخواهد بود . به یاد داشته باشید که همزمان با کاهش مصرف انرژی مقدار انتشار Co2 و NOX نیز کاهش خواهد یافت .
نتیجه گیری :
پیشرفت در طراحی مشعلها همراه با راهبری مناسب و نگهداری و تعمیرات موثر میتواند بمیزان چشمگیری هزینه های شما را کاهش و کیفیت محصولتان را افزایش دهد. شما میتوانید پس از دانلود فایل محاسباتی از آدرس www.industrialheating.com/AlMetCalc پس از تغییر هر یک از پارامترها از تاثیر هر یک مطلع شوید .
ترجمه – گردآوری و تدوین : مهندس حسن خلخالی (کپی برداری از مطالب فوق در صورت ذکر منبع بلامانع است ) منابع : https://www.industrialheating.com
- نوشته شده در مقالات